Polierschleifen von Kreppzylindern

Eine regelmäßig wiederkehrende Notwendigkeit bei der Instandhaltung von Yankee Zylindern ist das Polierschleifen der Oberfläche zur Beseitigung von Rattermarken, Korrosion und Riefen, die im Betrieb durch Verschleiß oder Beschädigungen entstehen.
Eine Wiederherstellung der für den Produktionseinsatz besten Oberflächenbeschaffenheit ist mit dieser Schleiftechnik wirtschaftlich und schnell möglich.
Maschinenstillstand / Zeitbedarf für Polierschliff:
z.B. Kreppzylinder Ø 4572 x 3300 mm (mit Ein- und Ausbau der Maschine): 14 Std.
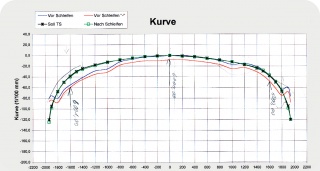
Bei Bedarf kann die Zylindergeometrie ebenfalls optimiert werden.

Vorteile der kompakten Bauart dieser Schleifmaschine YP (YankeePolisher):
- einfacher und schneller Einbau direkt an das vorhandene Schabersystem
- Polierschliffe können innerhalb von Reinigungsstillständen ausgeführt werden da geringe Maschinenstillstandzeit (Schleifzeit mit Ein- und Ausbau 12 - 27 h)
- hohe Abtragsleistung
- modularer Aufbau - daher kein Kran erforderlich
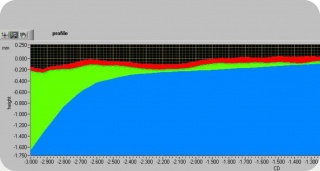
Die Vorgaben an die Oberflächenrauhigkeit werden beim Schleifen und Polieren genauestens umgesetzt und durch Messungen belegt. Das tatsächliche Ergebnis wird im Schlussprotokoll dokumentiert. ►►
Optimale Schleifintervalle bei Kreppzylindern-Revisionen:
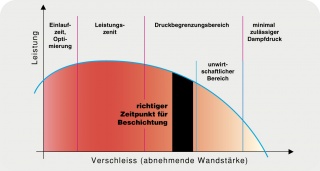
Der richtige Zeitpunkt ist entscheidend
Für die maximale Effizienz von Revisionen der Zylinderoberfläche am Yankee ist es von großer Bedeutung, den richtigen Zeitpunkt für die Maßnahme zu wählen.
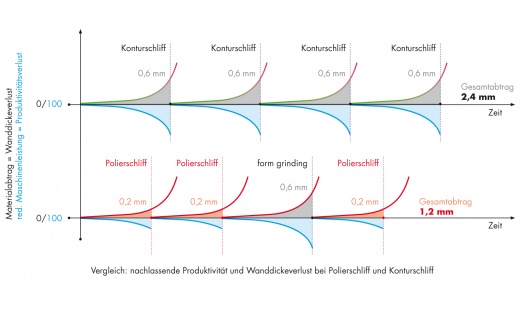
Neben einer optimalen Oberflächenbeschaffenheit und der damit verbundenen guten Produktionsleistung sowie Produktqualität ist ein wesentliches Ziel bei Sanierungsarbeiten durch Schleifen der Oberfläche, den Materialabtrag und den daraus resultierenden Verlust an Wanddicke des Zylinders so gering wie möglich zu halten.
Das Nachlassen der Oberflächenqualität beim Yankee durch betriebsbedingten Verschleiss, Korosion und/oder Rattermarken ist ein progressiver Prozess. In der Konsequenz bedeutet das für Revisionsarbeiten, wird der Zeitpunkt für das Schleifen (etwa in der Intention, mehrere Arbeiten auf einen Maschinenstillstand zu legen) zu lange hinausgezögert, wird erheblich unnötiger Materialabtrag am Zylinder verursacht, da sich dann häufig wegen der Stärke und Tiefe der Oberflächenschäden ein Vollschliff als einzig sinnvolle Maßnahme erweist. Der bedingt aber den 4 bis 8-fachen Materialabtrag im Vergleich zum rechtzeitig angesetzten Polierschliff.
Dazu kommt die Tatsache, dass der Guss des Zylinders mit abnehmender Wanddicke immer poröser wird und damit auch weniger widerstandsfähig gegen Belastungen im Betrieb. Hier empfiehlt es sich dann, im Instandhaltungsplan auch ein Full-Face-Coating zu erwägen, das hilft die verbliebene Zylindersubstanz länger zu erhalten.
Die Kosten für Maschinenstillstand und Arbeitsaufwand beim Polierschleifen erweisen sich im direkten Vergleich und bei längerfristigen Kalkulation als gering, bedenkt man, dass sich bei richtigem Timing der Schleifintervalle die Lebensdauer des Zylinders u.U. vervielfacht.
Indikatoren für einen erforderlichen Polierschliff:
- geringe Standzeiten der Schaberklingen
- Rattermarken in der Zylinderoberfläche
- Löcher im Tissue
- viele Abrisse
- erhöhter Verbrauch an Coatingchemikalien bzw. ungleichmässiger Coatingaufbau
- reduzierte Produktivität