Profilschliff im tangentialen Schleifverfahren

Neben dem Polierschliff, der vor allem eine Optimierung der Oberflächenqualität und - rauhigkeit zum Ziel hat, zählt der Profil- bzw. Konturschliff zu den wichtigsten Sanierungs-maßnahmen an Kreppzylindern.
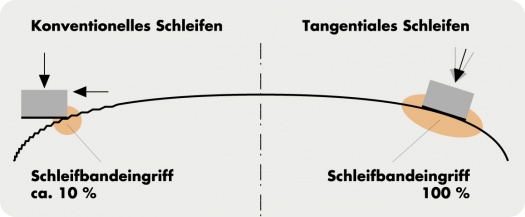
Das tangentiale Schleifverfahren garantiert dabei höchste Präzision bei sehr hoher Abtragsleistung und zugleich geringst möglichem Materialabtrag bzw. Wanddickeverlust.
Bei dieser materialschonenden modernen Schleiftechnik ist eine Vorbearbeitung durch Drehen daher nicht mehr nötig und auch nicht wirtschaftlich.
Die Installation der kompakten Schleifanlage ist einfach auf Schaberseite oder Press-walzenseite möglich. Auf Presswalzenseite kann die Schleifanlage wie die Presswalze direkt auf die Anpresssysteme der Walze montiert werden und ist daher eine ideale Installations-variante. Auf der Schaberseite kann die Maschinenführung an den Schaberbalken montiert werden. ►►

Problemstellung:
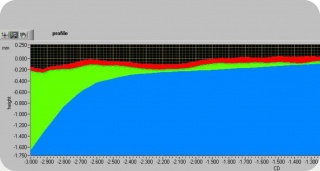
Moderne Kreppzylinder sind im Regelfall bombiert, um bei einer bestimmten Betriebs-temperatur und einem definierten Anpressdruck die Verformung im Betrieb zu kompensieren. Wird so ein Kreppzylinder geschliffen, um die Zylinderkontur wieder auf die Sollwerte zu bringen, gilt es die vorgegebene Bombage bei entsprechendem Dampfdruck wiederherzu-stellen.
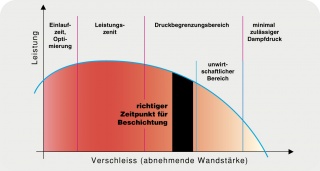
Da nach mehrmaliger Revision des Kreppzylinders aufgrund des Wanddickeverlustes nicht mehr davon ausgegangen werden kann, dass die Sollwerte des Herstellers für die Bombage noch die Idealwerte für den Zylinder unter Betriebsbedingungen sind, empfiehlt sich unter Umständen eine Neuberechnung der Idealbombage durch JAEGER vor der Durchführung eines Profilschliffs. Dasselbe gilt natürlich für den Fall, dass mit anderen Temperaturen oder Drücken im Betrieb gearbeitet wird, als sie der Herstellerberechnung zugrunde lagen. Eine Korrektur der Zylindergeometrie mit einem Konturschliff auf der Basis falscher Sollwerte wäre der worst case ...
Lösung:
Beim tangentiale Schleifverfahren wird der Anstellwinkel des Schleifkopfes während des Schleifvorgangs verändert. So erreicht man nicht nur einen minimal möglichen Materialabtrag und damit den Erhalt wertvoller Zylinderwandsubstanz, sondern auch eine sehr ebene und gleichmäßige Oberfläche, insbesondere in den stärker bombierten Randbereichen.
Vorteile:
Die hohe und gleichmäßige Oberflächenqualität sowie die optimale Bombage als Arbeitsergebnis des tangentialen Profilschleifens erlauben deutlich bessere Produktqualitäten bei gleichzeitig längeren Schaber-Standzeiten und reduziertem Verbrauch von Coating-Chemikalien.
Mit kurzen Schleifzeiten bedingt durch die hohe Leistung der Schleifmaschine kann der für die Arbeiten notwendige Maschinenstillstand auf ein Minimum verkürzt werden.