PM: Full-Face Coatings ...
Thermal sprayed hard metal coatings
The method:
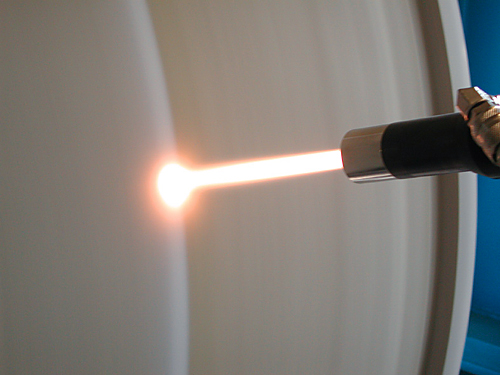
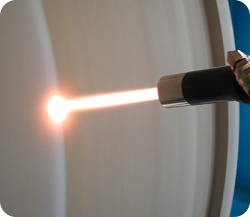
Metal powder or wire is sprayed onto the surface by injecting it into a burner flame, heating it and accellerating it (up to a speed of 1000m/sec = 3.600 km/h). In this way the metal particles are connecting firmly and at a molecular level with the cylinder´s surface.
By the goal-oriented combining of the factors
- careful selection of alloy and particle size
- thermal energy used
- kinetic energy used
the required characteristics of the coating can be achieved.
Depending on the use of the cylinder his surface characteristics can be significantly improved.
Moreover, of course, the applied carbide coating has a much higher resistance to wear and damage, than the cast iron of the cylinder shell. Thus, the maintenance intervals are extended and the shell thickness of the cast can be maintained, because the cylinder has to be ground less often and with less loss of material. This contributes to a relatively rapid return on investment for the coating. ►►

Targeted selection of the best method
The use of different injection techniques in the coating of cylinders with hard metal layers generates different results.
After years of experience and as a result of an extensive series of experiments in most cases we recommend to our customers the so-called high-speed spraying process (HVOF).
This relatively complicated method reaches by far the smoothest, thinnest and most uniform layer application as a result.
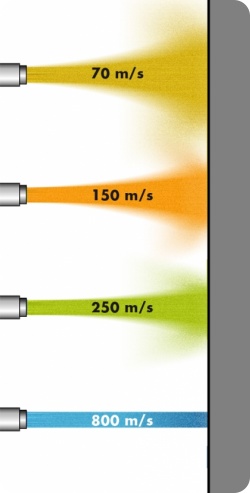
flame spraying
up to about 70 m/s, dispersion strong,
spraying distance about 150 mm
light arc spraying
up to about 150 m/s, dispersion strong,
spraying distance about 120 mm
plasma spraying
up to about 250 m / s, dispersion medium,
spraying distance about 100 mm
high speed spraying (HVOF)
up to about 800 m/s, nearly no dispersion,
spraying distance about 350 mm

General advantages of full-face coating:
- uniform, smooth surface
- improved resistance to wear and tear
- extending the grinding intervals twice
- sealing of pores and plugs
- improving the results of the chemical coating by the more uniform surface roughness.
- longer life cycle for doctor blades
- higher and more constant productivity
- maintaining the cylinder for further 4–8 years
Advantages of traction coatings on support rolls:
- stopping traction problems like wrinkling, paper damages and tears
- surface roughness uniform and adequate for the respective product