PM: Putz- und PolierSchliff
Service-Routine: Optimieren von Oberflächenqualität und -rauhigkeit


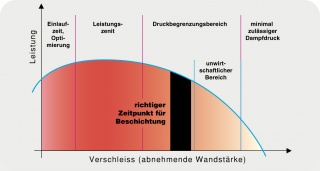
Eine regelmäßig wiederkehrende Notwendigkeit bei der Instandhaltung von Zylindern ist die Bearbeitung der Oberfläche zur Wiederherstellung der für den Produktionseinsatz besten Oberflächenbeschaffenheit und zur Beseitigung von Mängeln, die im Betrieb durch Verschleiß oder Beschädigungen entstehen.
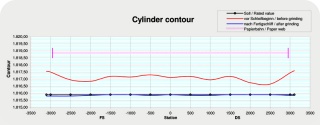
Dazu kommt die Korrektur der Zylinder-Kontur. Für die Umsetzung der meisten dieser Ziele bei der Sanierung ist ein wesentliches Element der Maßnahmen in der Projektierung der Schleifvorgang.
Abhängig von der Art des Zylinders, seiner Funktion / Position in der Maschine und dem angestrebten Sanierungsergebnis werden von uns unterschiedliche Maschinen fürs Schleifen und Polieren eingesetzt. Die Maschinen sind zum Teil von uns selbst entwickelt, konstruiert und gebaut und entsprechen daher exakt den von uns auf der Basis unserer langjährigen Erfahrungen im Einsatz gemachten Vorgaben. Zudem werden sie auch ständig weiter verbessert.
Da fast alle Schleifvorgänge am Zylinder von uns im eigebauten Zustand und vor Ort beim Kunden erledigt werden können, sind Kompaktheit und Flexibilität bei der Einbaulage für die Entwicklung wesentliche Parameter gewesen.
Vorteile der kompakten Bauart bei der Schleifmaschine:
- einfacher und schneller Einbau durch geringes Gewicht
- kein Mobilkran erforderlich
- Einfahrhilfen
- hohe Abtragsleistung
- geringe Maschinenstillstandzeit
- nur ein Starkstromanschluß nötig
Hochleistungs-Absaugung am Schleifkopf


Damit das durch den Schleifprozess abgetragene Material nicht bei der nächsten Zylinderumdrehung wieder auf die Oberfläche des Zylinders gepresst wird, entfernt eine Hochleistungsabsaugung direkt am Ansatzpunkt des Schleifkopfes den Schleifstaub.
Die Vorgaben an die Oberflächenrauhigkeit werden beim Schleifen und Polieren genauestens umgesetzt und durch Messungen belegt. Das tatsächliche Ergebnis wird im Schlussprotokoll dokumentiert.