Rattermarkenbildung an einem KreppZylinder:Ursachen, Vorbeugung und Gegenmaßnahmen

Grundsätzliches:
Rattermarken sind Schäden an der Yankee-Oberfläche, verursacht durch Vibrationen der Schaberklingen! So der allgemeine Konsens.
Aber: werden Rattermarken wirklich nur von den Schaberklingen verursacht?
Eigentlich nur indirekt. Die wirklichen Verursacher sind die Gründe, aus denen die Schaber zum vibrieren kommen.
Was also ist zu tun?
Die eigentlichen, ursächlichen Gründe für die an den Schaberklingen auftretenden Vibrationen und die in der Folge entstehenden Rattermarken am Yankee müssen analysiert werden.
Sind diese Ursachen durch geeignete Untersuchungs- und Messmethoden bestimmt,dann kann der Schaden am Yankee repariert und die frühzeitige Neuentstehung von Rattermarken vorbeugend verhindert werden.
AusgangsSituation / Problembeschreibung:
Maschine:
Tissuemaschine, Yankee 18´x 6035 mm, Inbetriebnahme 2007, Betriebsgeschwindigkeit 1.800 m/min, Papiergewicht 17 – 23 g/qm

Kurz nach der Inbetriebnahme in 2007: deutliche Tendenz zu Rattermarken und Oberflächenschäden – besonders in den Randbereichen.
Bereits in 2008: Schleifintervalle zur Oberflächensanierung bei 2 – 3 Monaten!
Resultate: eingeschränkte Maschinen-Verfügbarkeit und Produktivität, weit hinter den Erwartungen an eine beinahe neue Maschine.
Sowohl diese niedrige Produktivität und die erhöhten Stillstandzeiten wegen der kurzen Serviceintervalle als auch die damit verbundenen hohen Instandhaltungskosten reduzierten die Effizienz der Maschine deutlich.


Das Schadensbild:
Mechanischund chemisch verursachte Schäden, vor allem in den Randbereichen des Yankee. Einmal begonnen, verläuft der Entwicklungsprozess der Schäden progressiv und kann nur durch einen Polierschliff aufgehalten werden. ►►
Die Vorgeschichte:
Die Techniker des Herstellers hatten die Rattermarkenproblematik bereits intensiv untersucht. So wurden etwa
- Zylinderbombage geprüft und optimiert,
- Temperaturunterschiede am Poperoller mit Hilfe von Infrarot-Studien dokumentiert
- und auch das Kondensat-System wurde auf korrekte Funktion geprüft.
Es wurden jedoch keine Probleme gefunden, die ursächlich für die Entstehung der Rattermarken an dieser Maschine verantwortlich sein könnten.
Die Problemlösung –
Schritt 1: Analyse/Audit
 In 2010 wurden die Techniker von Jaeger GmbH & msquared GmbH beauftragt, eine vollständige Untersuchung des kompletten Produktionsprozesses durchzuführen.
In 2010 wurden die Techniker von Jaeger GmbH & msquared GmbH beauftragt, eine vollständige Untersuchung des kompletten Produktionsprozesses durchzuführen.
Bei der letzten Sanierung des Yankee vor dem Audit wurde von Jäger die Zylinderkontur vermessen und in Relation gesetzt zu den Sollwerten des Herstellers bzgl. der Bombage des Zylinders.
Zudem wurden natürlich auch die Rauhigkeitswerte der Oberfläche und vor allem auch die Differenzen und Rauhigkeitssprünge vermessen und dokumentiert.
Diese Messergebniss waren damit Ausgangspunkt und konnten verglichen mit den Ergebnissen der Audit-Messungen Aufschluss geben über Geschwindigkeit und Verlauf der Problementstehung.
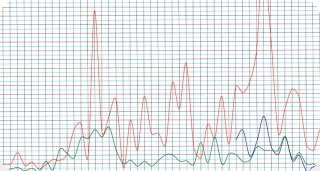
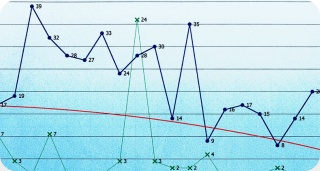
Nov. 2010: Detailierte OTR-TNG Messungen am Yankee (durch msquared)
- Konturmessungen bei Schleif- und Betriebsbedingungen
- Detailierte Temperaturprofil-Studien – ebenfalls bei Schleif- und Betriebsbedingungen.
- Temperatur-Differenzen innerhalb der Papierbahn, gemessen bei der zuletzt verwendeten Betriebseinstellung der Trockenhaube und zum Vergleich bei konstant 80% Leistung über die gesamte Breite.
- Basierend auf diesen Messergebnissen wurden die Verformung und die Bombage-Unterschiede analysiert.
Der Yankee-Zylinder schien deutlich zu wenig bombiert zu sein, deshalb lautete am Ende des Audits die Empfehlung, die Bombage neu zu berechnen, den Zylinder durch einen Profilschliff
auf die korrekten Werte zu bringen und mit Hilfe einer Hartmetall-Beschichtung und des damit verbundenen höheren Widerstands gegen chemische und mechanische Beanspruchung das erreichte Ergebnis zu stabilisieren.

Interpretation der Messergebnisse – die Verursacher-Kette für die Entstehung von Rattermarken im Fallbeispiel:
- Die falsche Bombage verursacht Unterschiede im Anpressdruck, vor allem in den Randbereichen, und damit auch Unterschiede im Feuchte-Querprofil der Papierbahn → die Ränder sind feuchter und der Zylinder hat hier eine höhere thermische Aufladung.
- Der Feuchteanstieg und in der Folge die kältere Oberfläche verursachen stärkere chemische und mechanische Belastung der Zylinder-Oberfläche → Rauhigkeitsunterschiede und Korosion.
- Die Oberflächeneigenschaften des Zylinders variieren → Schwankungen beim Coatingauftrag an der Schaberklinge → Schwingungen an der Klinge entstehen → Entstehung von Rattermarken.
Empfehlungen für Gegenmaßnahmen:
- Neuberechnung der Zylinder-Bombage – basierend auf den Ergebnissen des Audits.
- Konturschliff des Zylinders auf die neuen Bombagewerte.
- Thermische Oberflächen-Beschichtung mit einer Hartmetall-Legierung YC35, um eine bessere Widerstands-fähigkeit gegen mechanische und chemische Belastungen der Oberfläche zu erlangen. Ziel ist eine gleichmäßige und konstante Oberflächenbeschaffenheit.
- Verwendung von Keramik-Schaberklingen für beste Ergebnisse auf der beschichteten Oberfläche.
- Neueinstellung des organischen Coatings – angepasst an die neuen Betriebs-Bedingungen. ►►
Schritt 2: Gegenmaßnahmen


 Feb. 2011: Neuberechnung
Feb. 2011: Neuberechnung
der Bombage von Yankee und Pressroller
März 2011:
Profilschliff zur Korrektur der Bombage
Um die neu berechnete Zylinderbombage zu übertragen, die sowohl eine theoretisch berechnet ist (FEA-Methode), als auch auf tatsächlichen Messergebnissen und Erfahrungen beruht, wurde der Yankee auf Profil geschliffen. Messungen in und quer zur Maschinenrichtung während des Schleifvorgangs stellten sicher, dass die theoretischen Sollwerte innerhalb der technischen Machbarkeiten auch tatsächlich erreicht wurden.
März 2011: thermischeBeschichtung durch ein Full-Face Coating
Nachdem durchs Schleifen die ideale Bombage erzielt war, wurde im Flammspritzverfahren eine Hartmetall-schicht (YC 35) auf die Zylinderoberfläche aufgebracht – mit möglichst geringer und dabei gleichmäßiger Schichtdicke. Dadurch wird mechanische Beanspruchung und Korosion in der Zukunft deutlich reduziert und damit natürlich auch die Schleifintervalle.
Schritt 3: ProzessOptimierungen
Um die Leistungsfähigkeit des Yankee in der Tissue-Produktion weiter zu steigern, erklärte sich der Kunde auch mit folgenden Optimierungen einverstanden:
- Einsatz von Keramik-Klingen bei Krepp- und Putzschabern. Durch die Verwendung keramisch beschichteter Schaberklingen können die Rauhigkeitswerte der Yankee-Oberfläche länger gleichmäßig und konstant erhalten werden. Die Materialpaarung Keramikklingen und hartmetallbeschichtete Yankee-Oberfläche ist besonders stabil – was essentielle Bedeutung hat, gerade bei Hochgeschwindigkeits-Anlagen.
- Das organische Coating wurde an die geänderten Betriebsbedingungen angepasst.
Das Endergebnis
des gesamten Programms zur Optimierung:
Der Zylinder arbeitet seit nunmehr 2 Jahren, ohne dass ein neuerlicher Polierschliff notwendig gewesen wäre und verfügt über eine stabile und gleichmäßige Oberfläche.
Das Feuchteprofil wurde signifikant verbessert, was sich direkt auf die gefahrenen Betriebsgeschwindigkeiten und die Leistung der Maschine auswirkte.
Zur Erinnerung: Schleifintervalle vor Audit und Optimierungsprogramm 3 Monate!
- Produktion gesteigert von 180 to/Tag auf mehr als 200 to/Tag – oder auch ein Produktivitätsgewinn von 20 to/Tag.
- Bei einem angenommenen Marktpreis von € 500 / to bedeutet das eine Umsatzsteigerung von etwa 3.4 Mio €/Jahr.
- Die mit dem Audit und Optimierungsprogramm verbundenen Kosten waren klar eine sinnvolle Investition …