TM: Kreppzylinder wuchten
Das Verfahren:
-
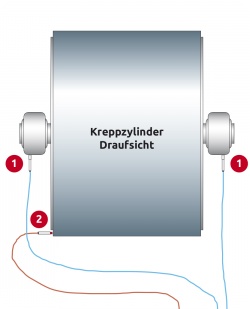
Sensoren an den Lagergehäusen auf beiden Seiten
- Triggersignal für die Positionsbestimmung
Das Hauptproblem beim dynamischen Wuchten eines Kreppzylinders liegt in der niedrigen Frequenz, in der der Zylinder dreht (ca. 1,2 – 1,3 Hz). Es ist schwer, Sensoren und Messequipment zu finden, das bei diesen niedrigen Frequenzen verlässliche Daten liefern kann.
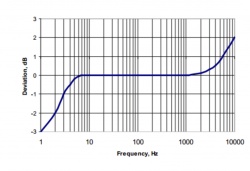
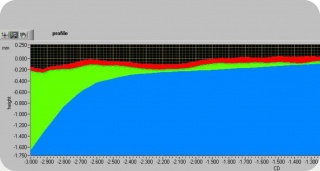
Das Messdatenblatt oben rechts zeigt Messergebnisse mit einem handelsüblichen Equipment. Wie hier gut zu sehen ist, bleibt die Messkurve in einem Frequenzbereich zwischen 10 und 1000 Hz flach!
Nach dem Wuchten sind die gemessenen G-Kräfte oft G < 0,02 – was natürlich nicht bedeutet, dass wir eine tatsächliche Wuchtgüte von G 0,02 erzielen konnten.
Vor etwa einem Jahr hat die JAEGER GmbH einen Kreppzylinder von Andritz in Deutschland gewuchtet, den der Spezialist des Herstellers als gut eingestuft hatte (G < 1,0).
Der Kunde hatte jedoch auch weiterhin ernsthafte Vibrationsprobleme.
JAEGER hat spezielles Equipment und Verfahren entwickelt, um Vibrationen in diesem niedrigen Frequenzbereich zu erfassen und zu analysieren. Während des Wuchtvorgangs mussten wir 40 kg Wuchtgewichte montieren, um eine Wuchtgüte von etwa G= 2,5 zu erzielen.